Walnut bed formed by steam bending
Walnut bed by steam bending
Developing the design
During the design phase of the Cypress bed, I developed an alternative design based on a series of cyma curves. This series of gentle curves motivated the desire to get out the steam bending equipment and start on a steam bending the parts for a solid walnut bed. After trying some walnut scraps to ensure that I could steam bend the curve radius that I wanted, I layed out the shape on a sheet of 3/4 inch plywood.
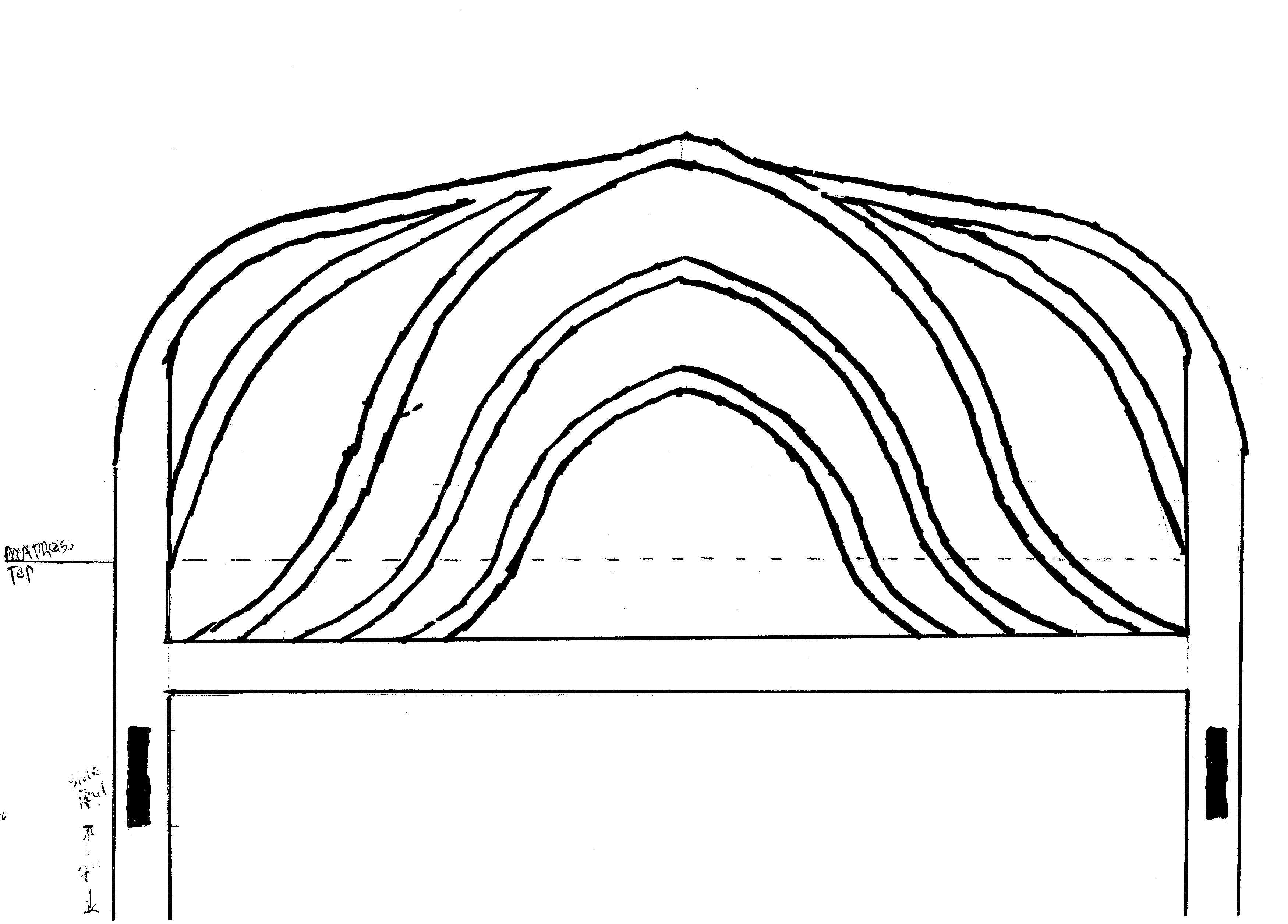
crashing wave headboard
For a Queen size walnut bed, the outside dimension of the posts needed to be 66 inches to allow for a 61 inches inside dimension between the two rails that hold the box spring 6 inches above the floor level. The crested headboard peaks 50 inches above floor level required steam bending an 8 inch radius transition from the vertical post to horizontal head board. By screwing blocks at critical bend points on the shape, the design drawing became the steam bending form.
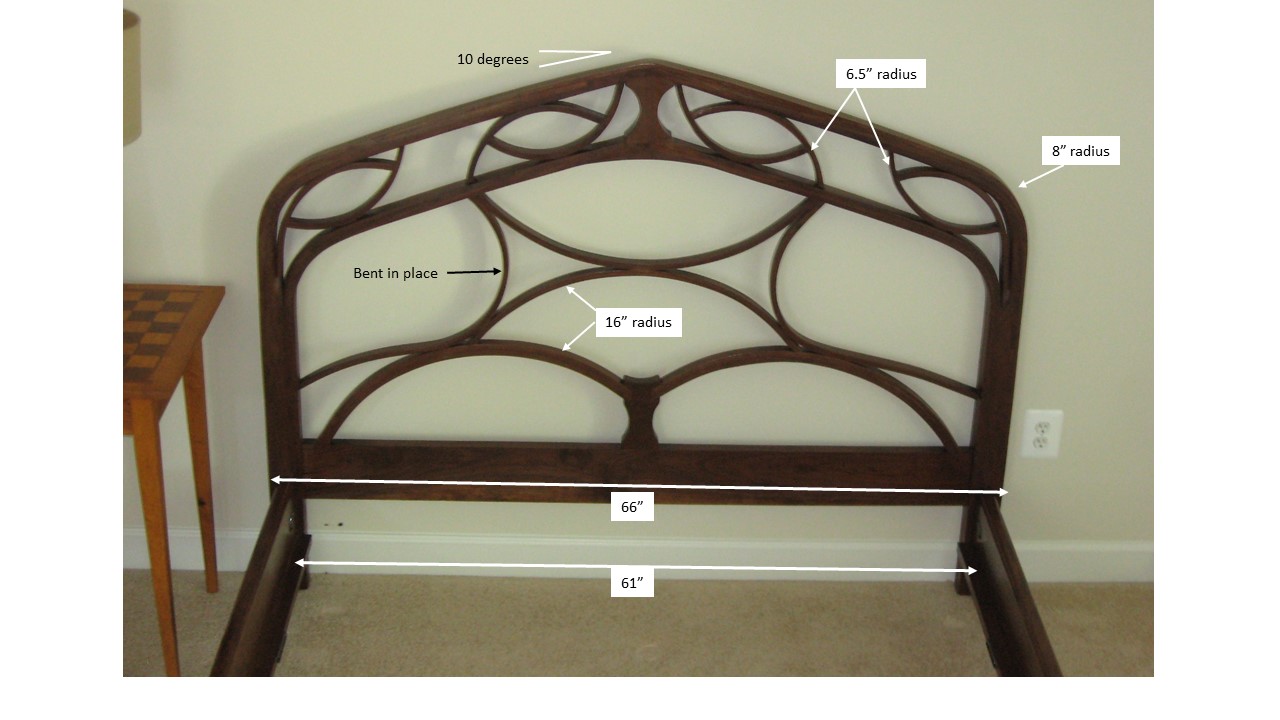
Basic design dimensions
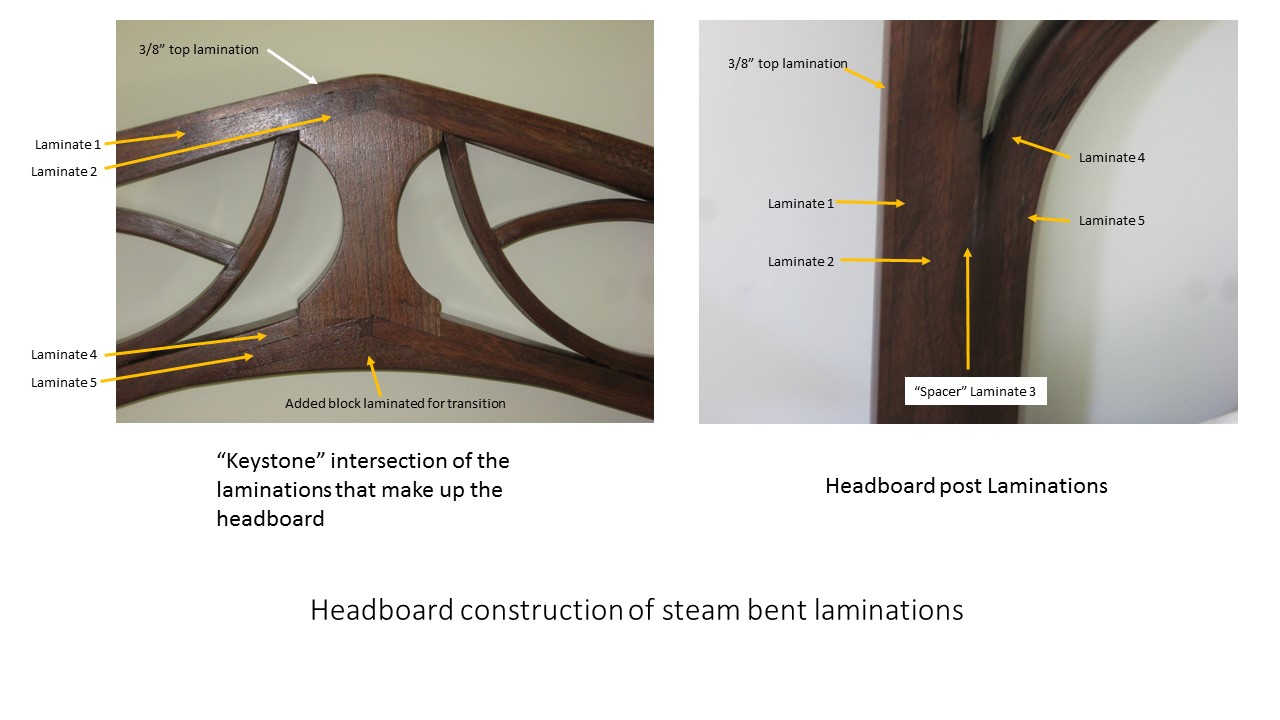
The walnut bed posts are formed from a lamination of 5 walnut slats 1/2″ thick and 2 1/4″ wide. All slats are 4 feet long (to fit into the steam bending box). Two slats form the top arch and two slats from the bottom arch for each post. The fifth slat acts as a spacer between the top and bottom arch and it runs from the transition point to the floor. Necessary pieces are added along this spacer to complete the post lamination. All glue lamination use PVR glue (see inside-out-barrel table) to provide rigid glue lines to hold the lamination’s shape. After intersecting the arches at the “keystone” block, a 3/8″ thick slat is steamed and glue laminated to the top arch of the final frame to cover the intersection point at the keystone block and increase the top arch thickness.
Lessons learned bending the infill spindles
All the infill spindles are 1/2 inch thick pieces cut from 1 1/4 inches thick air dried walnut planks. I verified that steam bending kilned dried lumber will add several splintered attempts to the waste bin. I also discovered the walnut was more flexible if the slats were cut from lumber that was plain sawn instead of quartered sawn. The plain sawn lumber would easily conform to the 6 1/2 inches radius bends – including some pieces that had questionable grains integrity swirls around knots – while defect free quartered sawn pieces would have tension grain blow-outs trying to conform to a 16 inches radius.
One intrinsic problem of steam bending multiple pieces is differential spring back and twisting while clamping to the forms. Returning the dried piece to the steam bending form and applying steam with a wet cloth and clothes iron would correct to these two defects.
The piece identified as “bent in place” was a multi-step procedure. After milling a 4 feet long piece to dimension, a 1/2 inch dowel tendon is cut on one end using a dowel/plug cutter. After steam bending 6 1/2 radius on the end opposite the dowel, the piece is allowed to cool for about one hour in the bending jig. The piece is removed and returned to the steamer and this process “relaxes” the wood and most of the 6 1/2 inches radius disappears. The piece is removed and the 6 1/2 radius is re-established by clamping into the bending jig. The part of with the tendon extents about 20 inches beyond the bending jig. This extension is bent to a 16 inches radius to create a “S” shape profile. The piece is clamped for about one hour in the bending jigs. A 1/2 inch hole is drill in the headboard post at a point 5 1/2 inches above the bottom rail. The hole is angled to expected angle of intersection (eye-balled). The piece is removed from the bending jig and the dowel lodged into the hole and the piece is coached into shape by clamping at the desired points of intersection within the existing structure. Because the wood is still damp, it will flex small amounts at the pressure points. The length and angle of intersection with the headboard is determined. The piece is removed and trimmed. It is returned with addition of glue and countered bored screws at the intersections – a clamp if needed. The counter-bores are filled with walnut plugs cut from the trim off pieces.
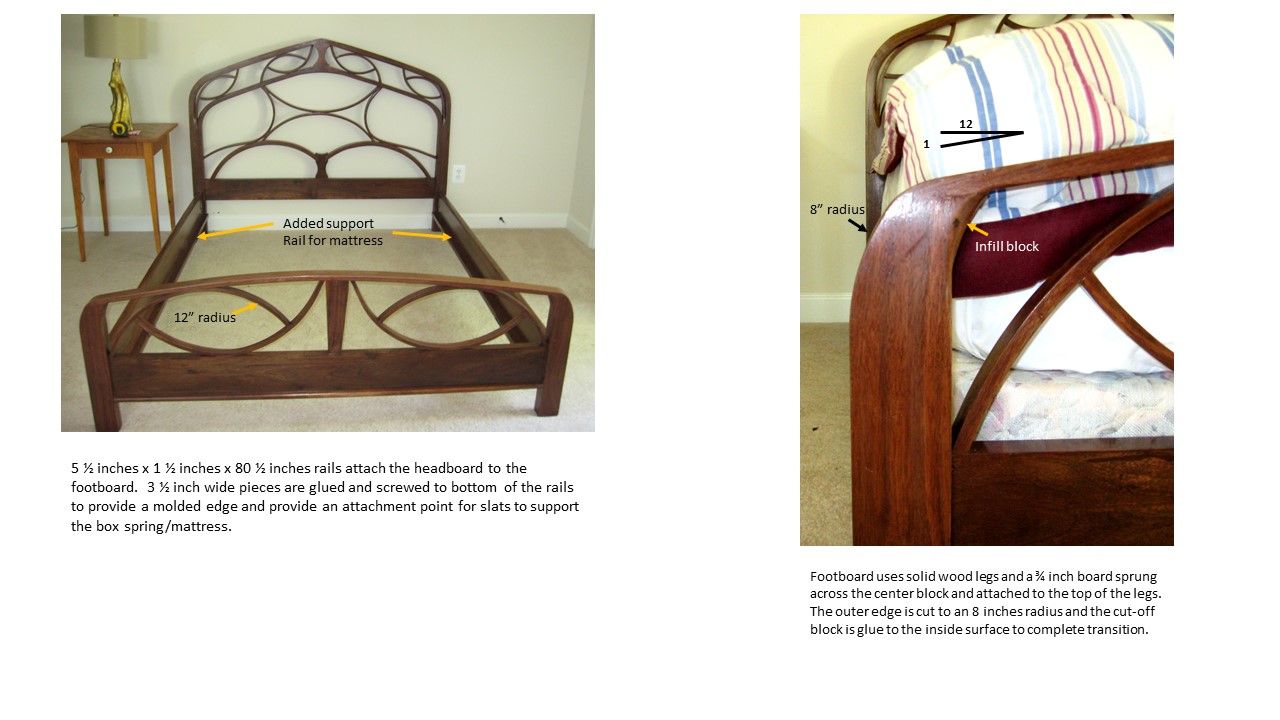
Footboard construction